
Thread: Triac Spindle Changing
-
28-04-2024 #1

 Last Activity: 29-04-2024
Last Activity: 29-04-2024



im looking at the idea of changing the spindle motor on my triac, mine currently has a 4k rpm spindle. it would be nice to have a minimum of 10000rpm.
having put some thought into it, it would appear easier to leave the power draw bar as is and just changing the spindle motor. the chinese water cooled spindle are a very reasonable price, they do a 3kw at 24000rpm. im thinking 2:1 so id be getting 12k rpm which would be perfect.
has anyone done something similar?
things i need to look into further -
what belt/pully does the power draw bar use now
can i get a pully that will fit a Chinese spindle that will give me a 2:1 ratio without the need to alter the one on the power draw bar. cos that would make life very easy.
all comments welcome
-
29-04-2024 #2
Last Activity: 1 Day Ago

First thought is whether the current spindle bearings (and maybe oil seals?) could take that speed. Are there high-speed Triacs? I can understand your desire to do it - my mill goes up to 7500rpm which is great for small carbide cutters.
-
29-04-2024 #3
Last Activity: 29-04-2024
I believe they did a 4k and 6k version only.
Id probably just leave the current spindle bearings as is and replace I'm due course if I needed to.
-
29-04-2024 #4
Last Activity: 29-04-2024
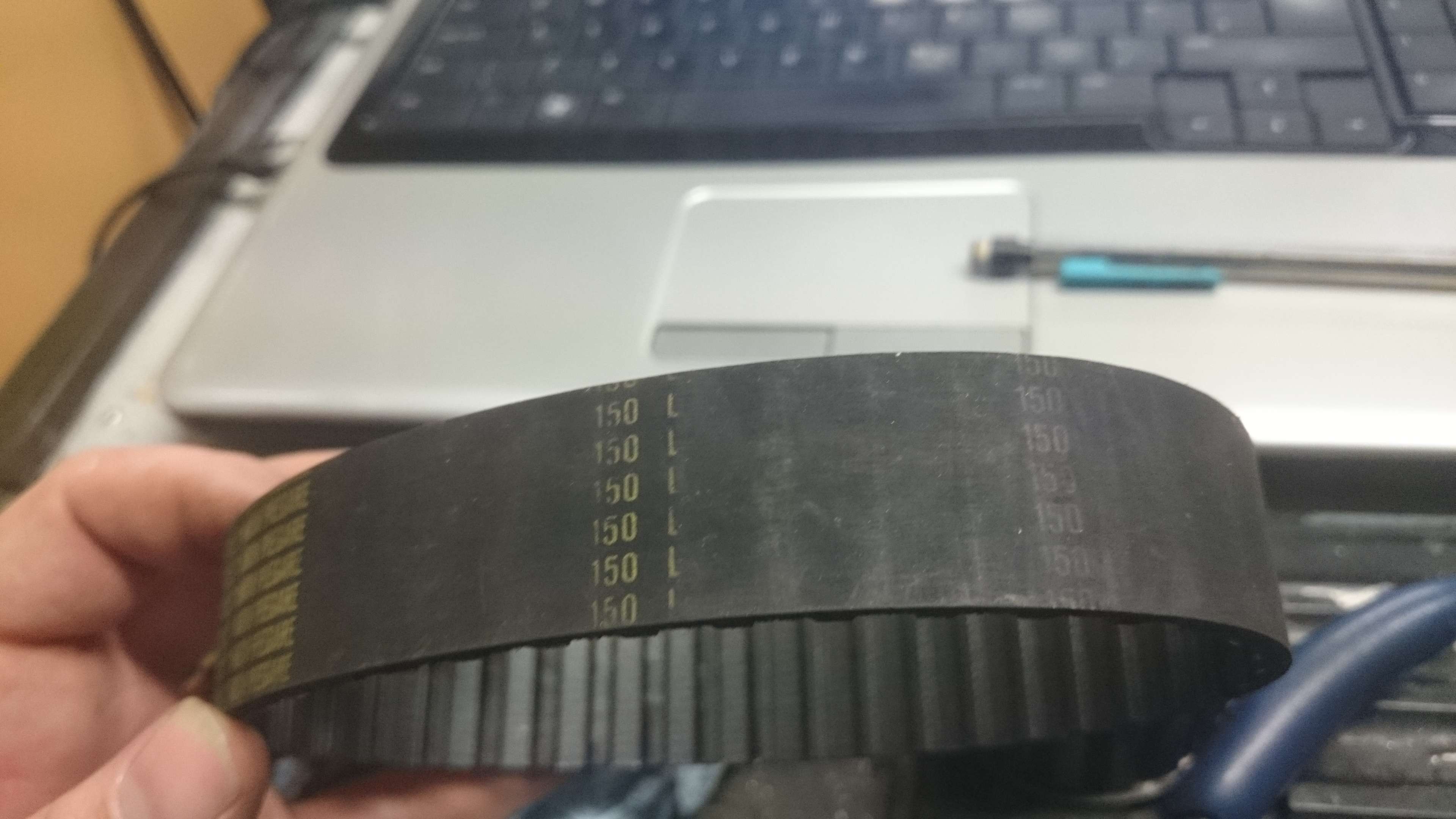
im trying to work out what exact pulley the existing motor has on it without stripping the head. i found some old photos.
can anyone tell me what pulley is on there now from the photos?


-
29-04-2024 #5
Pulley is 18 tooth, L tooth size/profile (it's imperial - 3/8" pitch IIRC), and 1" wide.
Belt is 15" long.
I do have a F360 model of the Triac head.
The biggest issue is restricted space and limited adjustment for varying the pitch centres of the pulleys.Avoiding the rubbish customer service from AluminiumWarehouse since July '13.
-
I put a 1.5KW Panasonic Servo on my Previous Triac as the DC motor was failing. You can gear accordingly.
-
05-05-2024 #7
I can't remember if I went 1kw or 1.25kw servo on mine.
I was always going to program the servo drive to run above the rated speed, but that's still on the roundtuit list.
My concern with going too fast with the stock setup, is the drawbar.
It's a fairly basic retention design, and I'm not sure how it would hold up to toolholders being spun at 10'000+rpm.Avoiding the rubbish customer service from AluminiumWarehouse since July '13.

 Reply With Quote
Reply With Quote
Thread Information
Users Browsing this Thread
There are currently 2 users browsing this thread. (0 members and 2 guests)
Similar Threads
-
Triac Spindle control
By martin54 in forum Denford RoutersReplies: 0Last Post: 20-06-2022, 07:18 PM -
Denford Triac Spindle Issue
By GingerNinja54 in forum Denford MillsReplies: 39Last Post: 25-10-2021, 06:41 PM -
Denford Triac Spindle Issue
By GingerNinja54 in forum Denford MillsReplies: 1Last Post: 21-09-2021, 10:58 PM -
Spindle tool changing.
By D-man in forum Tool & Tooling TechnologyReplies: 12Last Post: 02-09-2014, 09:36 AM -
Denford Triac Spindle Fault
By Sam_Smith in forum Denford MillsReplies: 5Last Post: 04-05-2011, 11:07 PM

Bookmarks